EX. 1

BILLET : 32 mm dia. rod

O1101
G21 G98
G28 U0 W0
T0101
M03 S1200
G00 X32 Z2
G71 U0.5 R1
G71 P10 Q20 U0 W0 F20
N10 G01 X0
G01 Z0
G03 X16 Z-8 R8
G01 X16 Z-16
G02 X24 Z-20 R4
G01 X24 Z-35
G01 X30
G01 X30 Z-43
N20 G01 X34
G28 U0 W0
M05
M06 T02
M03 S500
G00 X28
;(assume a grooving tool of 2 mm width)
G00 Z-33
G75 R1
G75 X20 W-2 P500 Q250 F50
G28 U0 W0
M05
M30
*********************************************************************************
EX. 2

G21 G98
G28 U0 W0
T0101
M03 S1200
G00 X32 Z2
G71 U.5 R1
G71 P10 Q20 U0 W0 F20
N10 G01 X0
G01 Z0
G03 X16 Z-8 R8
G01 X16 Z-16
G02 X24 Z-20 R4
G01 X24 Z-30
G01 X30 Z-40
G01 Z-48
G01 X32 Z-48
N20 G01 X34 Z-48
G28 U0 W0M05
M30
*********************************************************************************
EX. 3
O1103
G21 G98
G28 U0 W0
T0101
M03 S1200
G00 X32 Z2
G71 U0.5 R1
G71 P10 Q20 U0 W0 F20
N10 G01 X10
G01 Z0
G01 X16 Z-3
G01 X16 Z-25
G01 X24 Z-25
G01 X24 Z-38
G01 X30 Z-38
G01 X30 Z-48
N20 G01 X34
G28 U0 W0
M05
M06 T02
M03 S250
G00 X28
G00 Z-22
G75 R1
G75 X10 W-3 P500 Q250 F50
G28 U0 W0
M05
M06 T03
M03 S150
G00 X16 Z5
G76 P041560 Q150 R0.1
G76 X13.546 Z-20 P1227 Q200 F2
G28 U0 W0
M05
M30
*******************
Mirror CNC Program in M Scheme using CNCTRAIN SOFTWARE

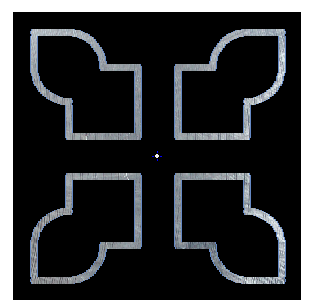
M06 T01
M03 S2000
G00 Z5.
G00 X0. Y0.
M98 P1111
M70
M98 P1111
M80
M71
M98 P1111
M81
M70
M71
M98 P1111
M80
M81
M05
M30
O1111
 |
| TOOL DIA 1 MM |
G01 Z-5. F80.
G91
G01 X24. F80.
G01 Y12. F80.
G03 X12 .Y12. R12.
G01 Y12.
G01 X-12.
G03 X-12.Y-12. R12.
G01 X-12.
G01 Y-24.
G90
G00 Z5.
 |
| TOOL DIA 10 MM |
M99
*************************************
Program written by R.Ramakutty
No comments:
Post a Comment